I have been looking for reliable vacuum needle valve for a long time. It should not be to expensive, it should allow me to control the flow fine and not cost much. I tried glass system, cheap valves from China and more, but I was not satisfied with any of these. But as usually, Ron came out with great design of a needle valve what could be made on a lathe easily. Just a aluminum bar, some common fittings, teflon rod and a piece of a mild steel bar. Easy! I decided to take some photos during machining so that anyone could make his own!

Ron’s original design

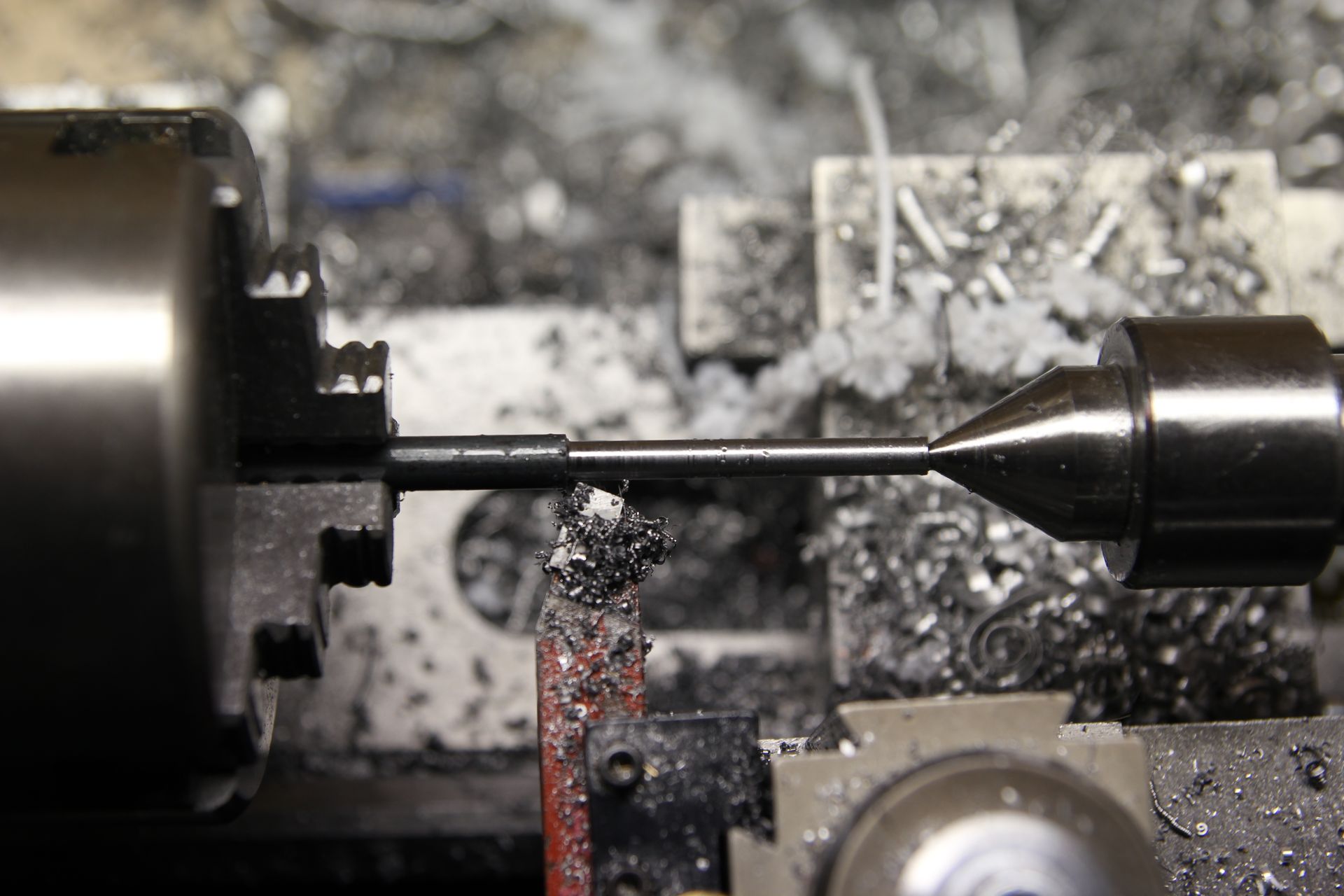
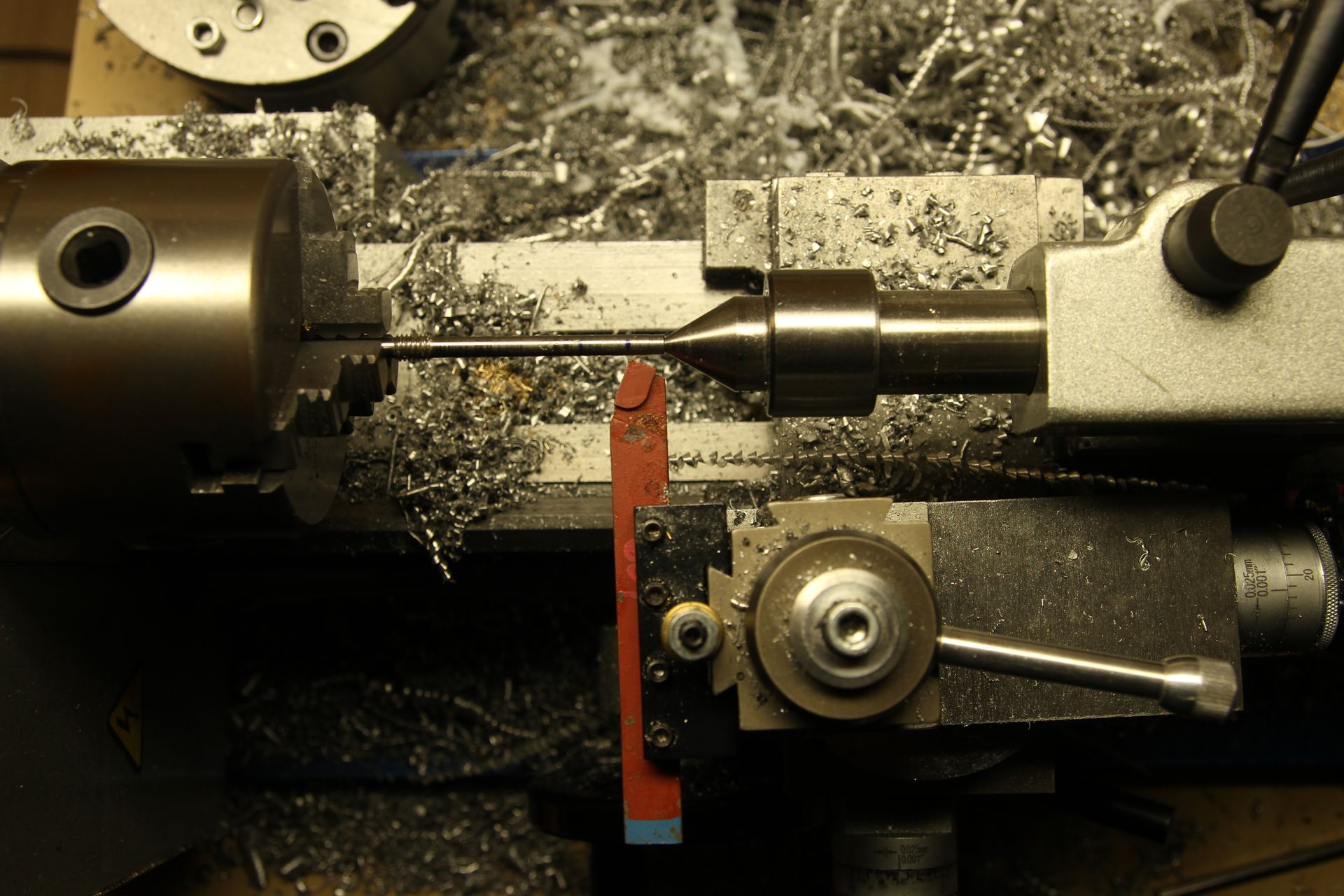
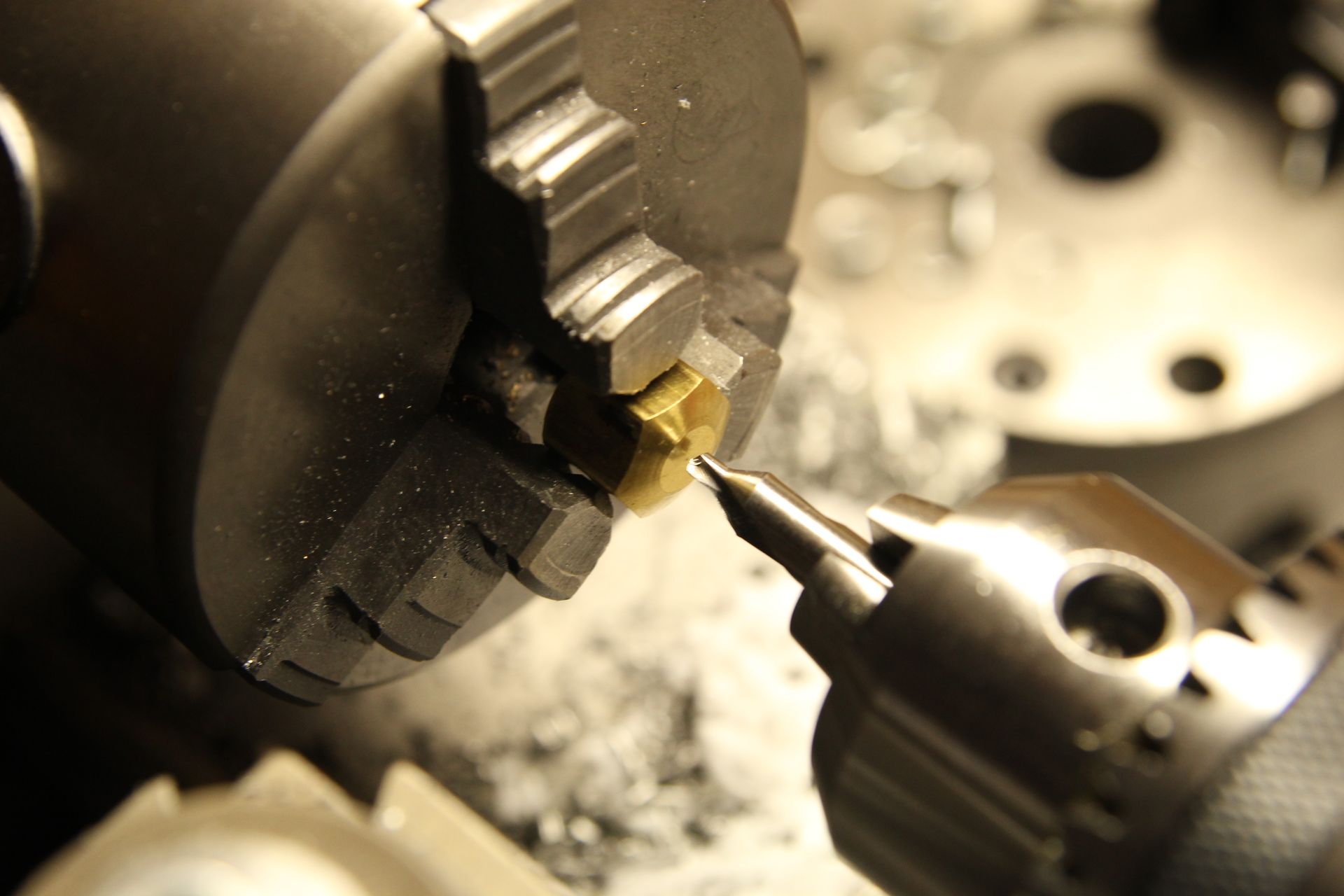
Starting with a steel valve stem, took a piece of 6mm diameter mild steel and made a hole with a centering drill bit.

both sides of the rod has to be supported to prevent the bar from bending – this will keep the diameter constant and help to make vacuum tight seal with teflon washer.
machining to 4.5mm in length of 40mm


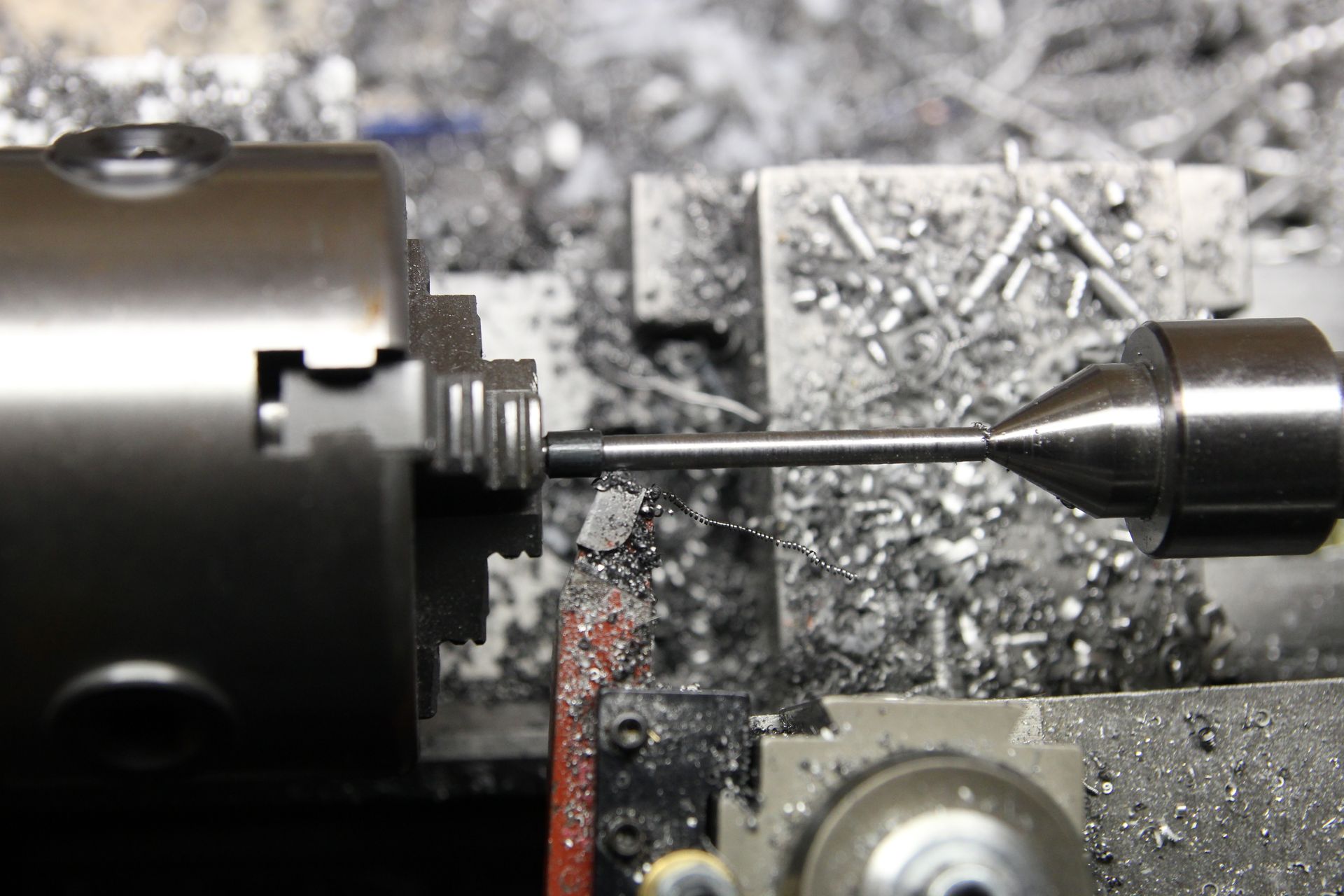
machining to 4.5mm diameter from the other side, 50mm length. The center untouched part should be around5-7mm long.

making a M6x1 thread

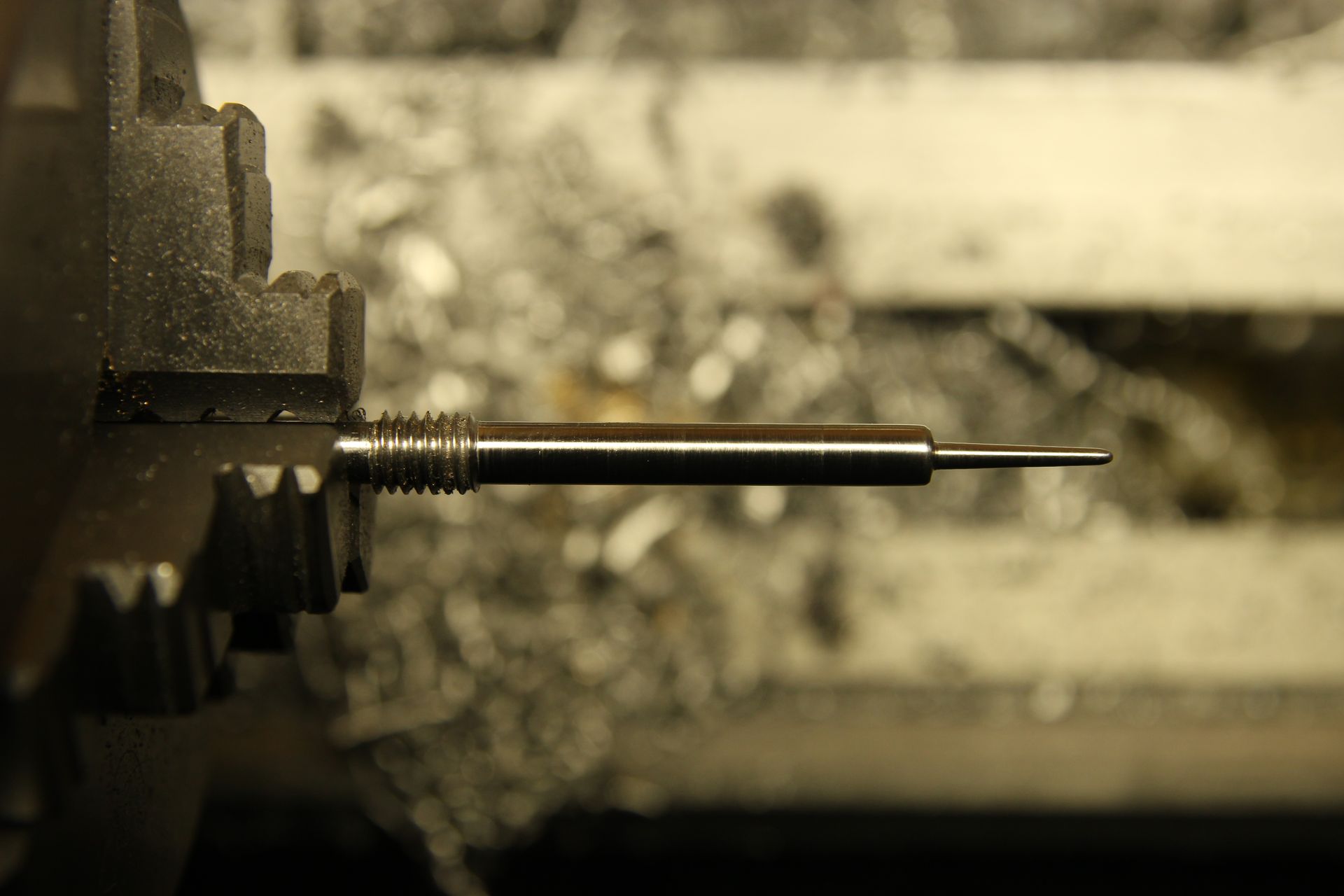
after machining and calibration with a M6 dye

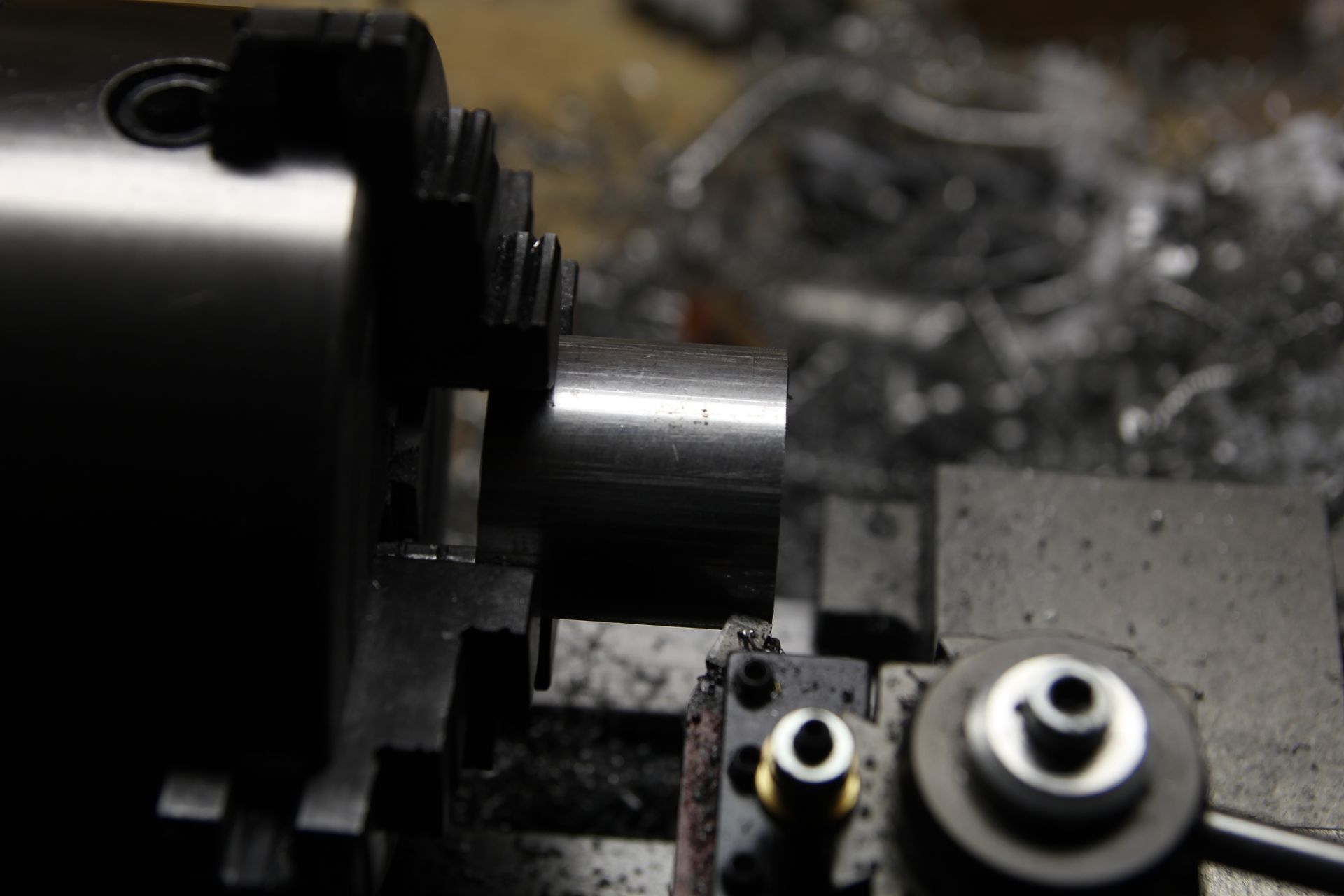
This is a piece of aluminum for the body of the valve. 40mm diameter, 40mm length.


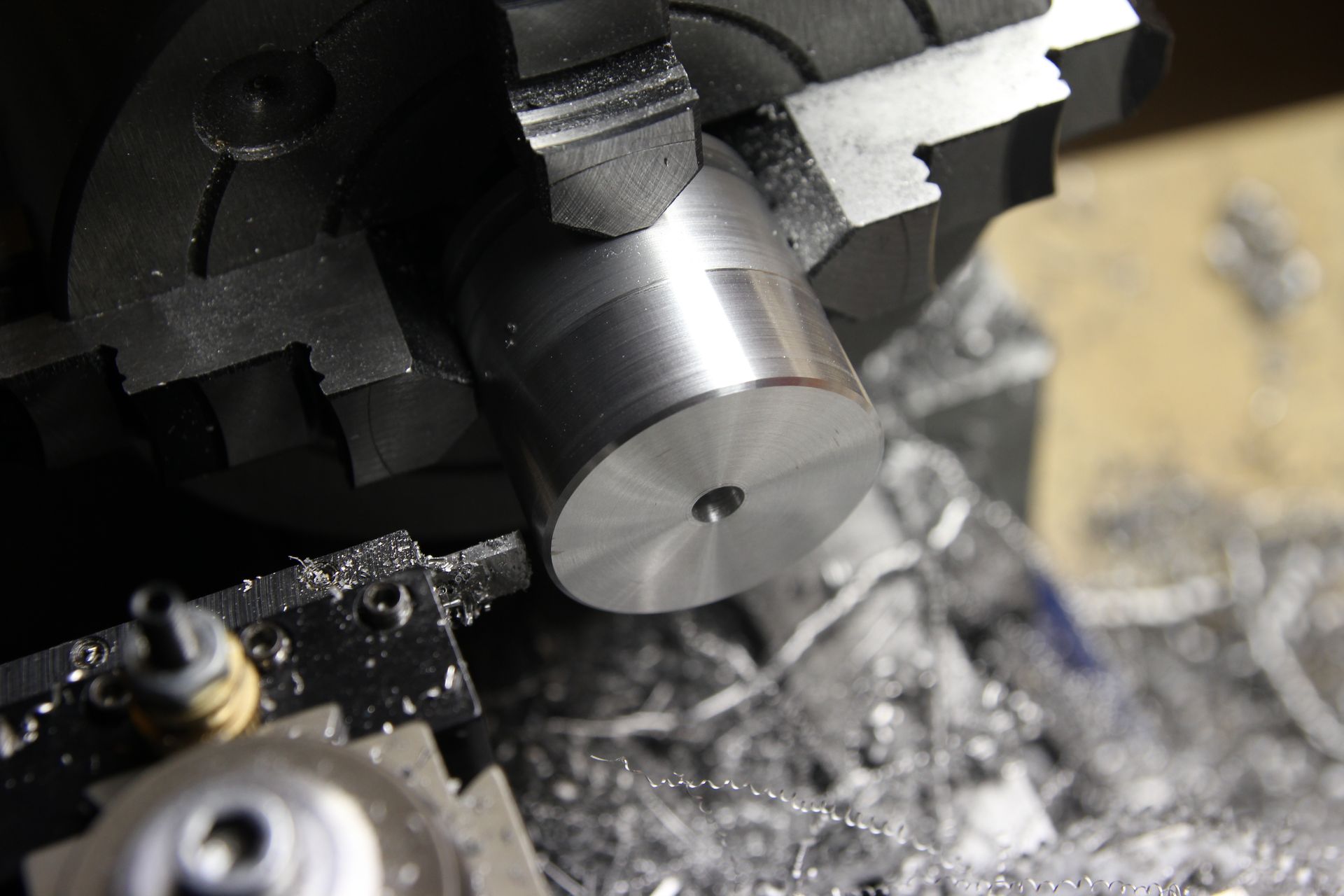
Making the kf-25 flange grooves by cut-off tool.



6mm hole through all the body





Second kf-25 flange.
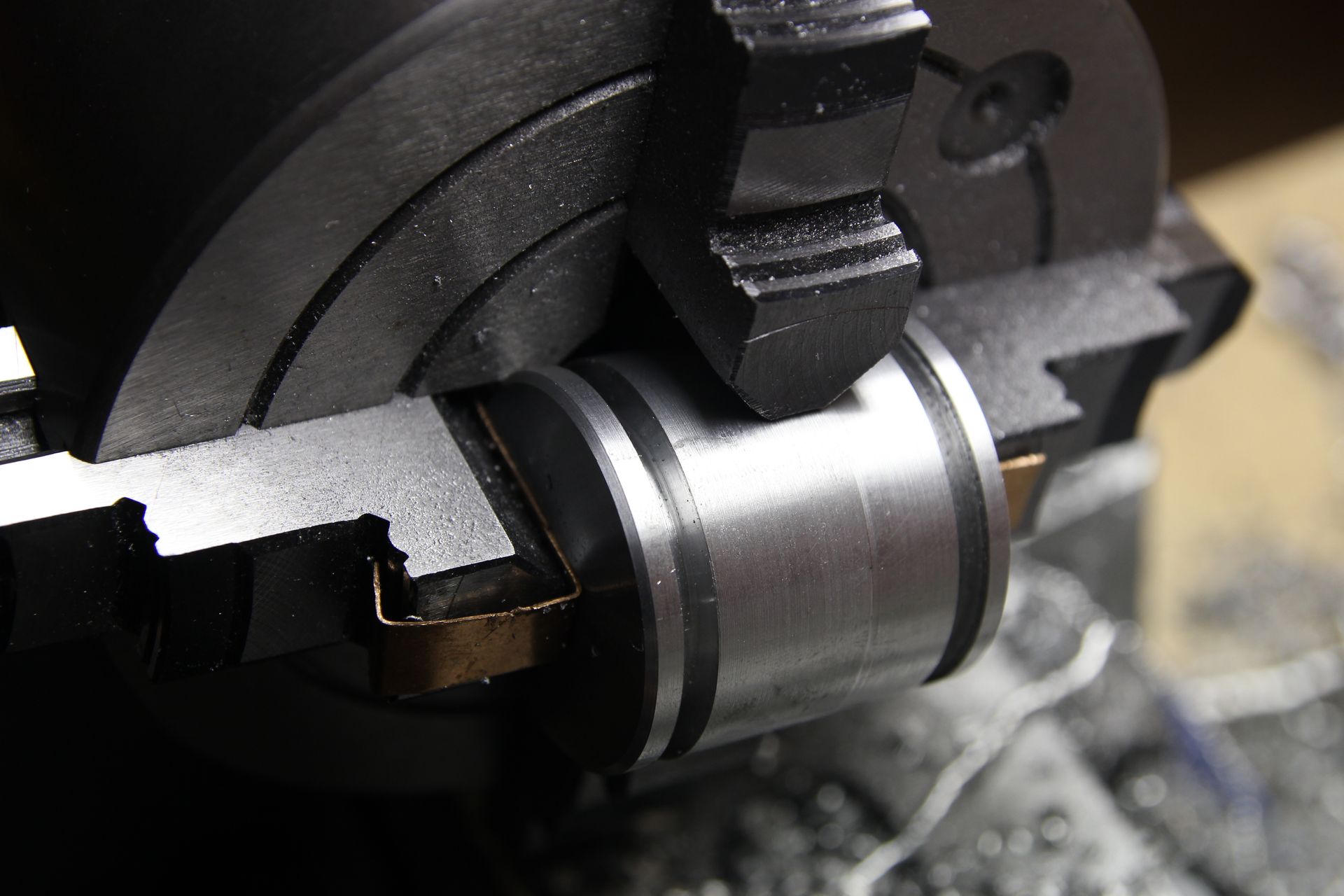
Mounting the body into independent 4-jaw chuck. Notice the bronze sheets, they prevents the jaws to deform the surface of the flange. This is important for good vacuum seal.


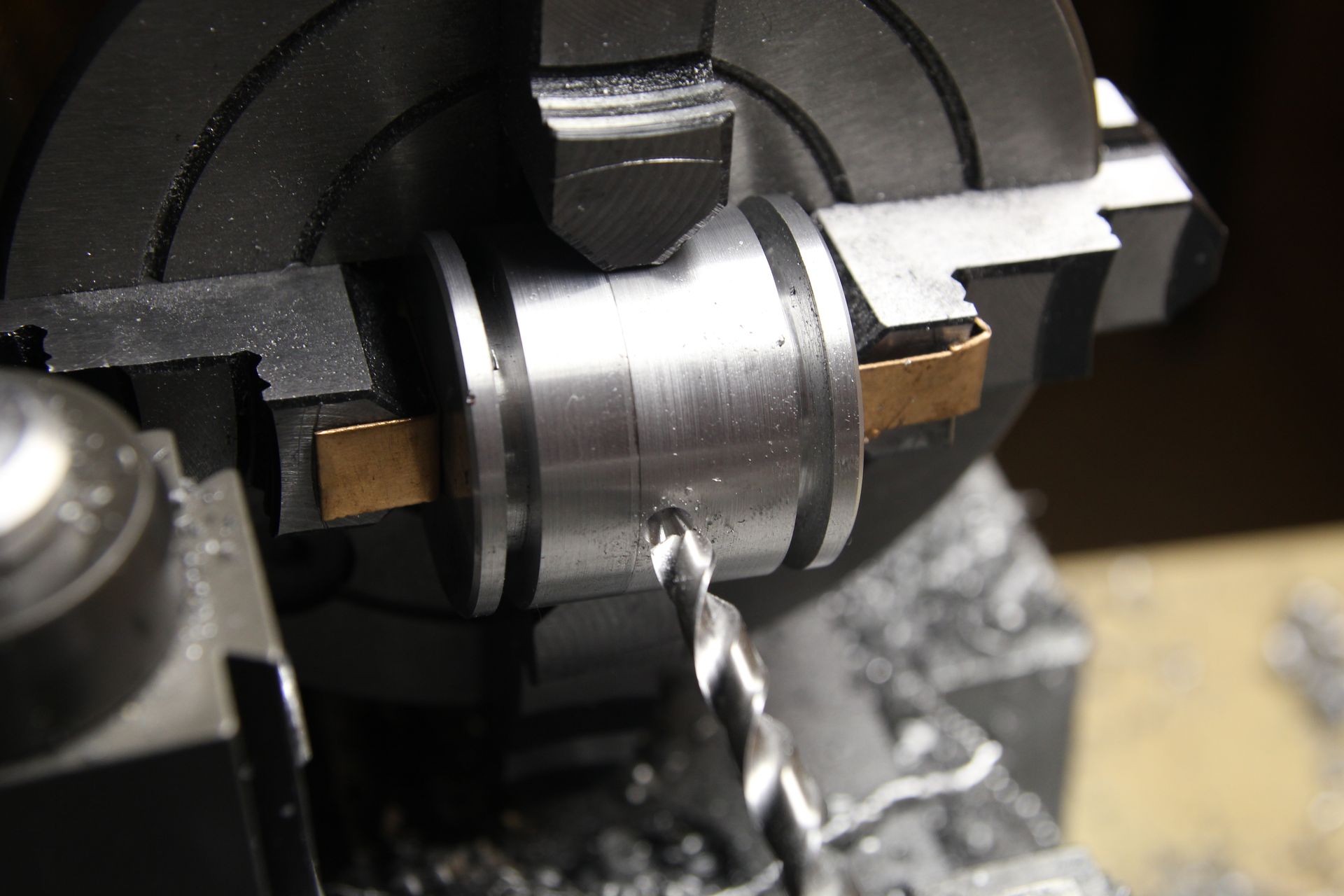
Drilling the hole for stem using 6mm drill bit, the hole goes all through the body.


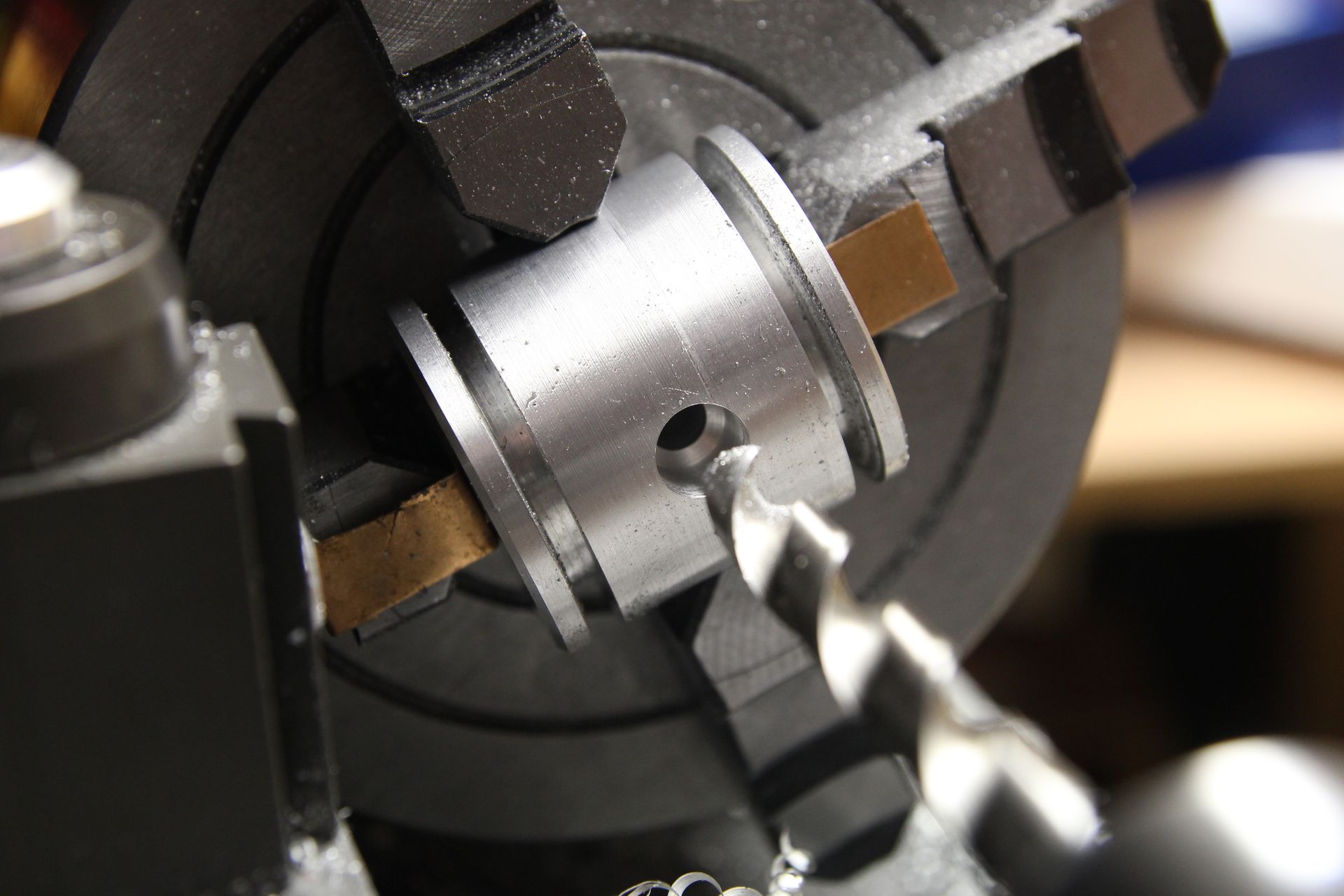
Drilling a hole for 1/8 NPT thread fittings. The drill bit is 9mm and the hole is approx. 10mm deep.
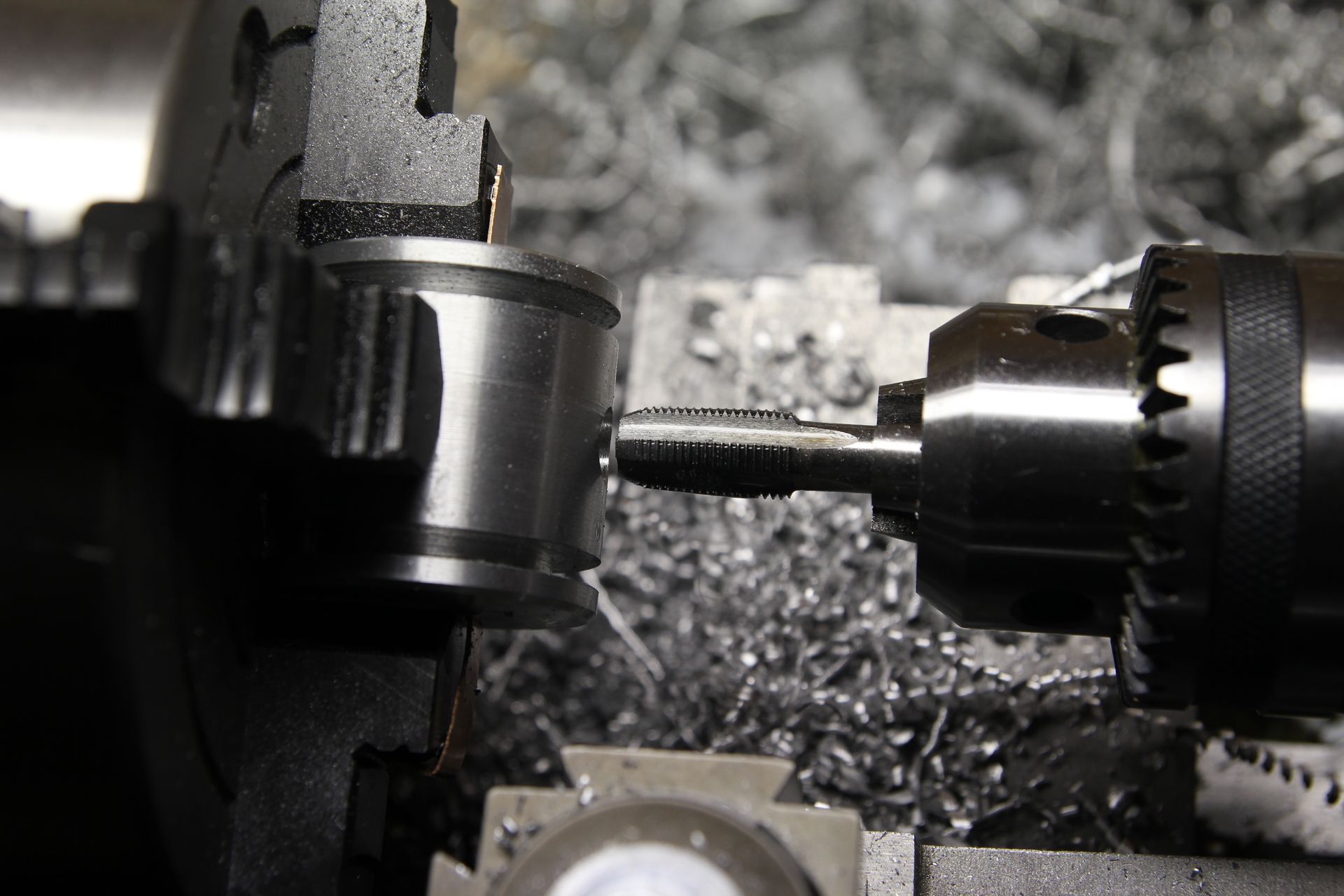
Threading with 1/8 NPT tap.


Finished valve body.

The fittings, it has 1/8 NPT thread on one side and 1/4″ on other side with flare.

Drilling with 5mm drill bit before tapping the thread.

Cutting off the flare.


This one will be used for holding the steel stem.



I drew the markings when the stem was inside the body, it is necessary to determine the position and size of the needle taper.




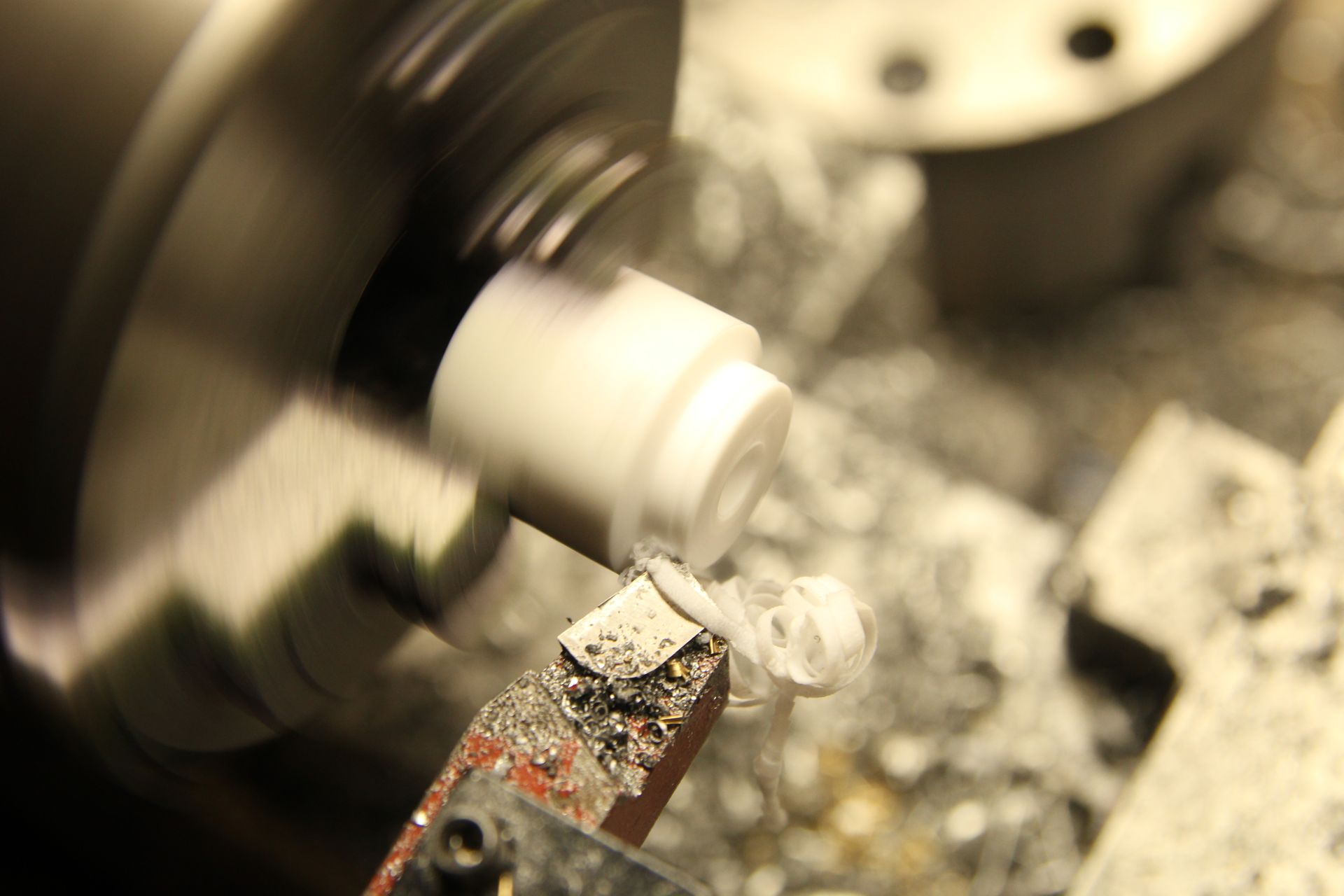
Polishing gradually with sand paper, first 80 grit, than 120 grit and finally with 240 grit. It is necessary to achieve mirror smooth surface.

A copper tubing over the polished surface to prevent scratching it.


polishing the other part of the stem.



milling a groove for the handle screw.

finished stem




machined teflon washers, the inner hole is 4mm in diameter, the stem has around 4.4mm.. The hole in the left washer is not all through, this one will work as a needle seat – the needle will make the hole by screwing it against the washer in the assembled valve..



The teflon washers must be pressed by tightening the fittings..






Finished valve.